INSTALLATION EXAMPLES: UNITED/LOBDELL TWO WHEEL ROLL GRINDER
COMPUTERIZED CROWNER RETROFIT SYSTEM
The
photos on the right show the mechanical crowning arrangement on an old Lobdell
two wheel roll
grin der installed in a paper mill roll shop, as it existed before the retrofit
of the RGB Engineering FFG/FFP/SLA computerized crowner system. A pinion
meshing with a rack on the side of the bed
drives through a set of change gears to a worm. The cam, which is really
an adjustable eccentric, mounts on the output of the worm gear shaft. As
the carriage traverses along the bed, the cam
rotates, the angle of rotation being a function of the change gear ratio.
A horizontal
der installed in a paper mill roll shop, as it existed before the retrofit
of the RGB Engineering FFG/FFP/SLA computerized crowner system. A pinion
meshing with a rack on the side of the bed
drives through a set of change gears to a worm. The cam, which is really
an adjustable eccentric, mounts on the output of the worm gear shaft. As
the carriage traverses along the bed, the cam
rotates, the angle of rotation being a function of the change gear ratio.
A horizontal cam follower bar transmits the cam throw to a vertical lever that
oscillates a fixed rotation rocker arm. This rocker arm extends across the
carriage, and the lifting action of the eccentric arm operates three pins on
each side that engage a slide bar. These slide bars (one on each side)
provide a contact surface for the tilting wheelhead actuator screw. The
actuator screw moves along the top of the slide bar as the sliding base is
adjusted in and out. The wheelhead pivot ratio remains constant due to the
design of the slide bar, which lifts uniformly since it is supported by the
three pins. For this machine, the crowning mechanism has been disengaged
on
cam follower bar transmits the cam throw to a vertical lever that
oscillates a fixed rotation rocker arm. This rocker arm extends across the
carriage, and the lifting action of the eccentric arm operates three pins on
each side that engage a slide bar. These slide bars (one on each side)
provide a contact surface for the tilting wheelhead actuator screw. The
actuator screw moves along the top of the slide bar as the sliding base is
adjusted in and out. The wheelhead pivot ratio remains constant due to the
design of the slide bar, which lifts uniformly since it is supported by the
three pins. For this machine, the crowning mechanism has been disengaged
on the side opposite the cam, which is used only for belt grinding. In
essence, it operates essentially as a one wheel grinder. A handwheel is
attached to the wheelhead actuator screw through a helical gear arrangement.
Although this mechanical crowning device at one time produced reasonably
accurate profiles, throughout the years the critical gear meshes and complex
mechanism became worn to the point where excessive backlash, stick slip, and
erratic operation necessitated that extensive repairs be made. Rather than
spend considerable time and expense to rebuild the existing mechanical system,
with associated lengthy downtime and loss of production, the customer elected to
purchase the RGB Engineering computerized crowner system. Reconditioning
the original mechanism would have been extremely difficult due to the fact that
United/Lobdell is no longer in business, making in-kind parts replacement almost
impossible without a complete disassembly of the entire unit to measure and
detail the parts.
the side opposite the cam, which is used only for belt grinding. In
essence, it operates essentially as a one wheel grinder. A handwheel is
attached to the wheelhead actuator screw through a helical gear arrangement.
Although this mechanical crowning device at one time produced reasonably
accurate profiles, throughout the years the critical gear meshes and complex
mechanism became worn to the point where excessive backlash, stick slip, and
erratic operation necessitated that extensive repairs be made. Rather than
spend considerable time and expense to rebuild the existing mechanical system,
with associated lengthy downtime and loss of production, the customer elected to
purchase the RGB Engineering computerized crowner system. Reconditioning
the original mechanism would have been extremely difficult due to the fact that
United/Lobdell is no longer in business, making in-kind parts replacement almost
impossible without a complete disassembly of the entire unit to measure and
detail the parts.
The
photos below show the same machine after installation of the new computerized
crowner retrofit. It was decided that the best method to achieve the
required results with the least amount of cost was to utilize the existing
rocker arm portion of the mechanism to actuate the pivoting wheelhead in the
conventional manner. A new Servo Linear Actuator (SLA) was installed as
shown, bolted to the same crown drive gear case, with the cam assembly removed.
The SLA consists of a precision preloaded ball screw with a special design nut
housing to minimize backlash, dri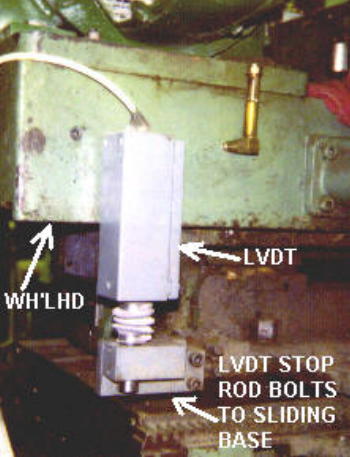 ven by a DC
ven by a DC servo motor through a harmonic
drive reducer. For this installation, the SLA
servo motor through a harmonic
drive reducer. For this installation, the SLA
 assembly mounts in a horizontal orientation,
so as to apply the force to the rocker arm in the appropriate manner. A
new connecting link was supplied to interface with the standard rocker arm with
an improved yoke design, and with a bolted connection to
the ball screw housing. Ringfeder locking elements assure tight fits of
the yoke pins. Since the gravity preload forces eliminate all the backlash
in the wheelhead pivot, lifting pins, rocker arm, connecting
link, and ball screw, and due to the minimal backlash features of the harmonic
drive and timing belt connections, the whole assembly provides a very tight and
accurate drive arrangement for the servo system. The carriage encoder is
driven off the same crown rack, which provides an absolute position reference at
all times. There is no need to "home" the control, since this is a true
absolute encoder, which remembers its position after a power shutdown. The
LVDT mounts in such a manner, that it measures the tilting motion of the
wheelhead in all positions of the sliding base, and provides the servo position
feedback signal. In addition to the standard crowning functions, a
precision tilt handwheel is also included, giving the operator the ability to
hand feed using the tilt system. The installation of the complete retrofit
system was accomplished in a very short time period, with only about one day of
production downtime.
assembly mounts in a horizontal orientation,
so as to apply the force to the rocker arm in the appropriate manner. A
new connecting link was supplied to interface with the standard rocker arm with
an improved yoke design, and with a bolted connection to
the ball screw housing. Ringfeder locking elements assure tight fits of
the yoke pins. Since the gravity preload forces eliminate all the backlash
in the wheelhead pivot, lifting pins, rocker arm, connecting
link, and ball screw, and due to the minimal backlash features of the harmonic
drive and timing belt connections, the whole assembly provides a very tight and
accurate drive arrangement for the servo system. The carriage encoder is
driven off the same crown rack, which provides an absolute position reference at
all times. There is no need to "home" the control, since this is a true
absolute encoder, which remembers its position after a power shutdown. The
LVDT mounts in such a manner, that it measures the tilting motion of the
wheelhead in all positions of the sliding base, and provides the servo position
feedback signal. In addition to the standard crowning functions, a
precision tilt handwheel is also included, giving the operator the ability to
hand feed using the tilt system. The installation of the complete retrofit
system was accomplished in a very short time period, with only about one day of
production downtime.