INSTALLATION EXAMPLES: NORTON TRAVELING CARRIAGE ROLL GRINDER
COMPUTERIZED CROWNER RETROFIT SYSTEM
The
photos immediately below show a 36" Norton roll grinder that was purchased from
government surplus, still crated, in near "mint" condition. The machine
had been originally manufactured for grinding cylindrical gun
barrel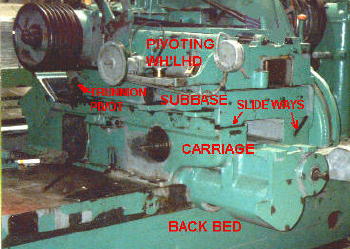 s, and therefore
s, and therefore was not equipped with a crowning mechanism.
However, as can be seen from the pictures, the trunnion tilt axis was included,
probably because it was the most cost effective and expeditious alternative at
the time. This grinder has over 50 feet of wheel travel, making it a perfect
candidate for paper mill roll grinding. However, since Norton is no longer
in the roll grinder business, and due to the scarcity of the parts, retrofitting
the original mechanical crowning mechanism would have been very expensive and
time consuming. This customer elected to purchase the RGB Engineering
FFG/FFP/SLA computerized crowning system. Not only does this provide the
means for grinding any type of crown profile, mathematical or empirical, but
there are a number of side benefits that helped justify the project. First
of all, it is very difficult to maintain straightness accuracy on a 50' single
wheel grinder. The crowner "bed correction" feature makes it possible to
hold paper mill class tolerances using the computer to compensate for mechanical
misalignments. Also, with the original Norton design, even with the
crowning attachment, the operator did not have any means for fine feeding the
wheel using the trunnion "tilt" axis. All infeeding had to be done using
the grease lubricated slide ways, and acme screw. With the RGB crowning
system, a precision handwheel is included that operates the "tilt" system by
moving the axis of the crown curve in and out. Essentially, this
superimposes the tilt infeed with the crowning motion. Continuous and end
infeeds can also be programmed using the tilt axis, which has no backlash
because it is gravity preloaded. The wheel infeed can be controlled much
more accurately than with the subbase slide ways.
was not equipped with a crowning mechanism.
However, as can be seen from the pictures, the trunnion tilt axis was included,
probably because it was the most cost effective and expeditious alternative at
the time. This grinder has over 50 feet of wheel travel, making it a perfect
candidate for paper mill roll grinding. However, since Norton is no longer
in the roll grinder business, and due to the scarcity of the parts, retrofitting
the original mechanical crowning mechanism would have been very expensive and
time consuming. This customer elected to purchase the RGB Engineering
FFG/FFP/SLA computerized crowning system. Not only does this provide the
means for grinding any type of crown profile, mathematical or empirical, but
there are a number of side benefits that helped justify the project. First
of all, it is very difficult to maintain straightness accuracy on a 50' single
wheel grinder. The crowner "bed correction" feature makes it possible to
hold paper mill class tolerances using the computer to compensate for mechanical
misalignments. Also, with the original Norton design, even with the
crowning attachment, the operator did not have any means for fine feeding the
wheel using the trunnion "tilt" axis. All infeeding had to be done using
the grease lubricated slide ways, and acme screw. With the RGB crowning
system, a precision handwheel is included that operates the "tilt" system by
moving the axis of the crown curve in and out. Essentially, this
superimposes the tilt infeed with the crowning motion. Continuous and end
infeeds can also be programmed using the tilt axis, which has no backlash
because it is gravity preloaded. The wheel infeed can be controlled much
more accurately than with the subbase slide ways.
The
photos below l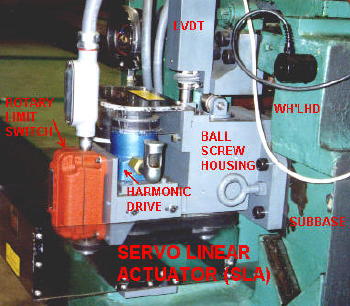 e
e ft show the same machine after the RGB crowner retrofit.
The SLA consists of a special design ball screw, uniquely constructed for
minimal backlash, driven by a DC servo motor through a zero backlash harmonic
drive reducer and timing belt connection. The LVDT measures the tilt
motion of the wheelhead directly, and provides the linear feedback for the servo
drive. As can be seen, the actuator
assembly interfaces very nicely with the Norton wheelhead and subbase. Minimal machining was required (mostly drilling and tapping) to mount the new
parts. The carriage position encoder assembly, not shown in these
pictures, is located on the front side of the carriage drive case. The
photo on the right shows the remote FFG monitor and keyboard. This
satellite work station allows the operator to make keyboard entries and observe
the computer scree
ft show the same machine after the RGB crowner retrofit.
The SLA consists of a special design ball screw, uniquely constructed for
minimal backlash, driven by a DC servo motor through a zero backlash harmonic
drive reducer and timing belt connection. The LVDT measures the tilt
motion of the wheelhead directly, and provides the linear feedback for the servo
drive. As can be seen, the actuator
assembly interfaces very nicely with the Norton wheelhead and subbase. Minimal machining was required (mostly drilling and tapping) to mount the new
parts. The carriage position encoder assembly, not shown in these
pictures, is located on the front side of the carriage drive case. The
photo on the right shows the remote FFG monitor and keyboard. This
satellite work station allows the operator to make keyboard entries and observe
the computer scree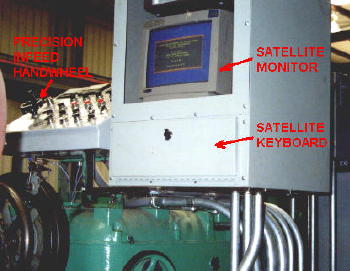 n from the normal work station on the carriage. The
precision infeed handwheel is conveniently located on the control panel.
One full turn
= .001" of tilt infeed. With this resolution, movements of 50 micro inches
can be easily controlled, which would not be possible using the subbase slide
ways.
n from the normal work station on the carriage. The
precision infeed handwheel is conveniently located on the control panel.
One full turn
= .001" of tilt infeed. With this resolution, movements of 50 micro inches
can be easily controlled, which would not be possible using the subbase slide
ways.