| Home |
BENCH TESTING
COMPUTERIZED CROWNER RETROFIT SYSTEM
All
retrofit crowner assemblies supplied by RGB Engineering are bench tested prior
to shipment. The photo shows a typical setup during the final testing
phase. As can be seen, all the components are con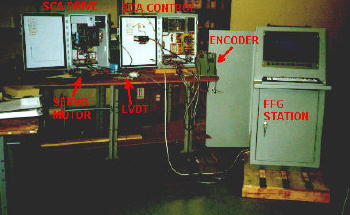 nected
using the same wiring diagrams that will be used for the actual installation.
Although the servo loop is not closed, the servo motor is commanded to run using
the output from the crowner summing board, which compares the LVDT signal with
the FFG computer output. The absolute encoder is also connected to the computer,
to make sure it is functioning properly. Using this technique, all the critical
hardware components are checked under actual operating conditions, including any
optional equipment that was purchased (like the precision infeed handwheel). The
FFG/FFP software for the specific customer is used to run the test. In this way,
both the hardware and software are checked together simulating the actual
operating conditions as close as possible. The encoder can be turned by hand to
simulate wheel movement across the roll face, and the LVDT can be adjusted using
a test fixture to check a typical response. The Electro-Craft servo drive is
tuned and calibrated, and the crowner summing and LVDT conditioner boards
calibrated and tested independently, and under full integration with the rest of
the control. All inputs and outputs are checked using the diagnostic routines
supplied with the software. The system is "burned in" for at least 24 hours
after the completion of all testing. The customer is given the opportunity to
visit the test facility to witness the final runoff. Many companies elect to
send the engineer or technician who will be responsible for the equipment in the
plant. This gives them the opportunity to see the demonstration, ask questions,
and generally prepare for the final installation in a more relaxed atmosphere
than sometimes exists during the machine shutdown phase.
nected
using the same wiring diagrams that will be used for the actual installation.
Although the servo loop is not closed, the servo motor is commanded to run using
the output from the crowner summing board, which compares the LVDT signal with
the FFG computer output. The absolute encoder is also connected to the computer,
to make sure it is functioning properly. Using this technique, all the critical
hardware components are checked under actual operating conditions, including any
optional equipment that was purchased (like the precision infeed handwheel). The
FFG/FFP software for the specific customer is used to run the test. In this way,
both the hardware and software are checked together simulating the actual
operating conditions as close as possible. The encoder can be turned by hand to
simulate wheel movement across the roll face, and the LVDT can be adjusted using
a test fixture to check a typical response. The Electro-Craft servo drive is
tuned and calibrated, and the crowner summing and LVDT conditioner boards
calibrated and tested independently, and under full integration with the rest of
the control. All inputs and outputs are checked using the diagnostic routines
supplied with the software. The system is "burned in" for at least 24 hours
after the completion of all testing. The customer is given the opportunity to
visit the test facility to witness the final runoff. Many companies elect to
send the engineer or technician who will be responsible for the equipment in the
plant. This gives them the opportunity to see the demonstration, ask questions,
and generally prepare for the final installation in a more relaxed atmosphere
than sometimes exists during the machine shutdown phase.